Häufige und besondere Ursachenvariation
Ein Kernprinzip von SPC Es wird zwischen zwei Arten von Prozessabweichungen unterschieden. Abweichungen aufgrund natürlicher Ursachen sind das inhärente, zufällige „Rauschen“ innerhalb eines stabilen und vorhersagbaren Prozesses. Abweichungen aufgrund besonderer Ursachen, auch als zuordenbare Ursachen bezeichnet, entstehen durch externe, identifizierbare Faktoren und deuten auf Prozessinstabilität hin. Ziel ist es, Abweichungen aufgrund besonderer Ursachen zu eliminieren und Abweichungen aufgrund natürlicher Ursachen zu reduzieren.
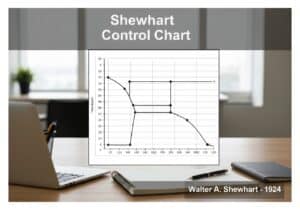
Die Unterscheidung zwischen gewöhnlichen und besonderen Ursachen von Abweichungen bildet das Fundament der statistischen Prozesskontrolle. Walter A. Shewhart erkannte während seiner Tätigkeit bei den Bell Labs, dass Abweichungen jedem Prozess inhärent sind, jedoch nicht alle Abweichungen gleich sind. Er kategorisierte sie in zwei Arten. Gewöhnliche Abweichungen sind die kumulative Wirkung vieler kleiner, unvermeidbarer Ursachen. Sie sind ein natürlicher Bestandteil des Prozesses, und wenn nur gewöhnliche Ursachen vorliegen, gilt der Prozess als stabil, beherrscht und innerhalb statistischer Grenzen vorhersagbar. Beispiele hierfür sind geringfügige Schwankungen der Materialeigenschaften, der Umgebungstemperatur oder der Maschinenvibrationen. Diese Abweichungen erzeugen eine typischerweise normale Verteilung.
Im Gegensatz dazu entstehen Sonderursachen (auch zuordenbare Ursachen genannt) durch spezifische, identifizierbare Umstände, die nicht zum normalen Prozessablauf gehören. Diese Ursachen sind intermittierend, unvorhersehbar und führen zu einem Prozess, der nicht mehr statistisch beherrscht wird. Beispiele hierfür sind ein neuer, ungeschulter Bediener, eine fehlerhafte Rohmaterialcharge, eine Maschinenstörung oder eine Änderung der Messmethode. Das Hauptziel der statistischen Prozesskontrolle (SPC) ist es, zunächst mithilfe von Werkzeugen wie Regelkarten Sonderursachen zu erkennen. Sobald diese erkannt sind, können sie untersucht und beseitigt werden, wodurch der Prozess wieder statistisch beherrscht wird. Erst wenn ein Prozess stabil ist (d. h. frei von Sonderursachen), kann man sinnvoll daran arbeiten, die Streuung durch übliche Ursachen zu reduzieren und so die Prozessfähigkeit zu verbessern.
UNESCO Nomenclature: 1209
- Statistik
Verwendung
Weitverbreitete Verwendung
Vorläufer
- Wahrscheinlichkeitstheorie
- Theorie der Normalverteilung (De Moivre, Laplace, Gauß)
- frühe Konzepte der industriellen Qualitätsprüfung
- Prinzipien des wissenschaftlichen Managements (Frederick Winslow Taylor)
Anwendungen
- Six-Sigma-Methodik
- Totales Qualitätsmanagement (TQM)
- schlanke Fertigung
- Verbesserung der Qualität im Gesundheitswesen
- Überwachung von Finanzprozessen
Potenzielle Innovationsideen
Aufgrund des hohen Datenverkehrs durch Web-Scraping-Bots, der derzeit mehr als 40.000 Anfragen pro Tag umfasst, ist dieser Inhalt ausschließlich Community-Mitgliedern vorbehalten.
> Anmelden < oder > Registrieren < (100% kostenlos) Zugriff darauf sowie auf alle anderen eingeschränkten Inhalte und Tools.
Bezogen auf: gemeinsame Ursache, besondere Ursache, zuordenbare Ursache, Variation, Prozessstabilität, Shewhart, Qualitätskontrolle, statistische Prozesskontrolle, unter Kontrolle, außer Kontrolle.