Variazioni dovute a cause comuni e speciali
Un principio fondamentale di SPC Si distinguono due tipi di variabilità di processo. La variabilità dovuta a cause comuni è il "rumore" intrinseco e casuale all'interno di un processo, che è stabile e prevedibile. La variabilità dovuta a cause speciali, o cause assegnabili, deriva da fonti esterne e identificabili, indicando instabilità del processo. L'obiettivo è eliminare le cause speciali e ridurre la variabilità dovuta a cause comuni.
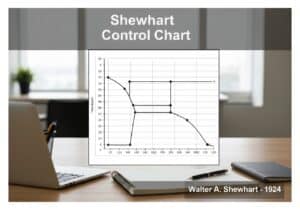
La distinzione tra cause comuni e cause speciali di variazione è il fondamento su cui si basa il Controllo Statistico di Processo (CSP). Walter A. Shewhart, mentre lavorava presso i Bell Labs, riconobbe che la variazione è intrinseca a qualsiasi processo, ma non tutta la variazione è uguale. La classificò in due tipi. La variazione dovuta a cause comuni è l'effetto cumulativo di molte piccole cause inevitabili. È una parte naturale del processo e, quando sono presenti solo cause comuni, il processo è considerato stabile, sotto controllo e prevedibile entro i limiti statistici. Esempi includono lievi variazioni nelle proprietà dei materiali, nella temperatura ambiente o nelle vibrazioni delle macchine. Questa variazione crea una distribuzione che è tipicamente normale.
Al contrario, la variabilità dovuta a cause speciali (detta anche causa assegnabile) deriva da circostanze specifiche e identificabili che non fanno parte del normale funzionamento del processo. Queste cause sono intermittenti, imprevedibili e comportano un processo fuori dal controllo statistico. Esempi potrebbero essere un operatore nuovo e non addestrato, un lotto di materia prima difettoso, un malfunzionamento di una macchina o una modifica del metodo di misurazione. L'obiettivo principale del Controllo Statistico di Processo (SPC) è innanzitutto individuare la presenza di cause speciali utilizzando strumenti come i diagrammi di controllo. Una volta individuate, queste cause possono essere analizzate ed eliminate, riportando il processo in uno stato di controllo statistico. Solo dopo che un processo è stabile (ovvero, privo di cause speciali) è possibile lavorare in modo significativo sulla riduzione della variabilità dovuta a cause comuni per migliorare la capacità del processo.
UNESCO Nomenclature: 1209
- Statistiche
Precursori
- teoria della probabilità
- teoria della distribuzione normale (De Moivre, Laplace, Gauss)
- primi concetti di controllo qualità industriale
- principi di gestione scientifica (Frederick Winslow Taylor)
Applicazioni
- Metodologia Six Sigma
- Gestione della qualità totale (TQM)
- produzione snella
- miglioramento della qualità dell'assistenza sanitaria
- monitoraggio dei processi finanziari
Idee e potenziali innovazioni
A causa dell'eliminazione del traffico generato dai bot, che attualmente supera i 40.000 al giorno, questo contenuto è riservato ai membri della community.
> Accedi O > Registrati L'accesso a questo contenuto, così come a tutti gli altri contenuti e strumenti riservati, è (100% gratuito).
Correlato a: causa comune, causa speciale, causa assegnabile, variazione, stabilità del processo, Shewhart, controllo qualità, controllo statistico di processo, sotto controllo, fuori controllo.