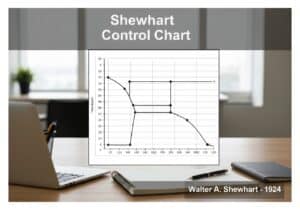
Variation de cause commune et de cause spéciale
A core principle of SPC distinguishing between two types of process variation. Common cause variation is the inherent, random “noise” within a process that is stable and predictable. Special cause variation, or assignable cause, stems from external, identifiable sources, indicating process instability. The goal is to eliminate special causes and reduce common cause variation.
The distinction between common and special causes of variation is the bedrock upon which Statistical Process Control is built. Walter A. Shewhart, while working at Bell Labs, recognized that variation is inherent in any process, but not all variation is equal. He categorized it into two types. Common cause variation is the cumulative effect of many small, unavoidable causes. It is a natural part of the process and, when only common causes are present, the process is considered stable, in-control, and predictable within statistical limits. Examples include slight variations in material properties, ambient temperature, or machine vibration. This variation creates a distribution that is typically normal.
In contrast, special cause variation (also called assignable cause) arises from specific, identifiable circumstances that are not part of the process’s usual operation. These causes are intermittent, unpredictable, and result in a process that is out of statistical control. Examples could be a new, untrained operator, a faulty batch of raw material, a machine malfunction, or a change in measurement method. The key objective of SPC is to first detect the presence of special causes using tools like control charts. Once detected, these causes can be investigated and eliminated, bringing the process back into a state of statistical control. Only after a process is stable (i.e., free of special causes) can one meaningfully work on reducing the common cause variation to improve process capability.
UNESCO Nomenclature: 1209
- Statistiques
Perturbation
Fondamentaux
Usage
Utilisation généralisée
Précurseurs
- théorie des probabilités
- normal distribution theory (De Moivre, Laplace, Gauss)
- early concepts of industrial quality inspection
- scientific management principles (Frederick Winslow Taylor)
Applications
- Six Sigma methodology
- Gestion de la qualité totale (TQM)
- production allégée
- healthcare quality improvement
- financial process monitoring
Idées d'innovations potentielles
En raison du trafic généré par les robots de scraping, actuellement supérieur à 40 000 par jour, ce contenu est réservé aux membres de la communauté.
> Connexion < ou > Registre < (100% gratuit) pour y accéder, ainsi qu'à tous les autres contenus et outils à accès restreint.
Related to: common cause, special cause, assignable cause, variation, process stability, Shewhart, quality control, statistical process control, in-control, out-of-control.