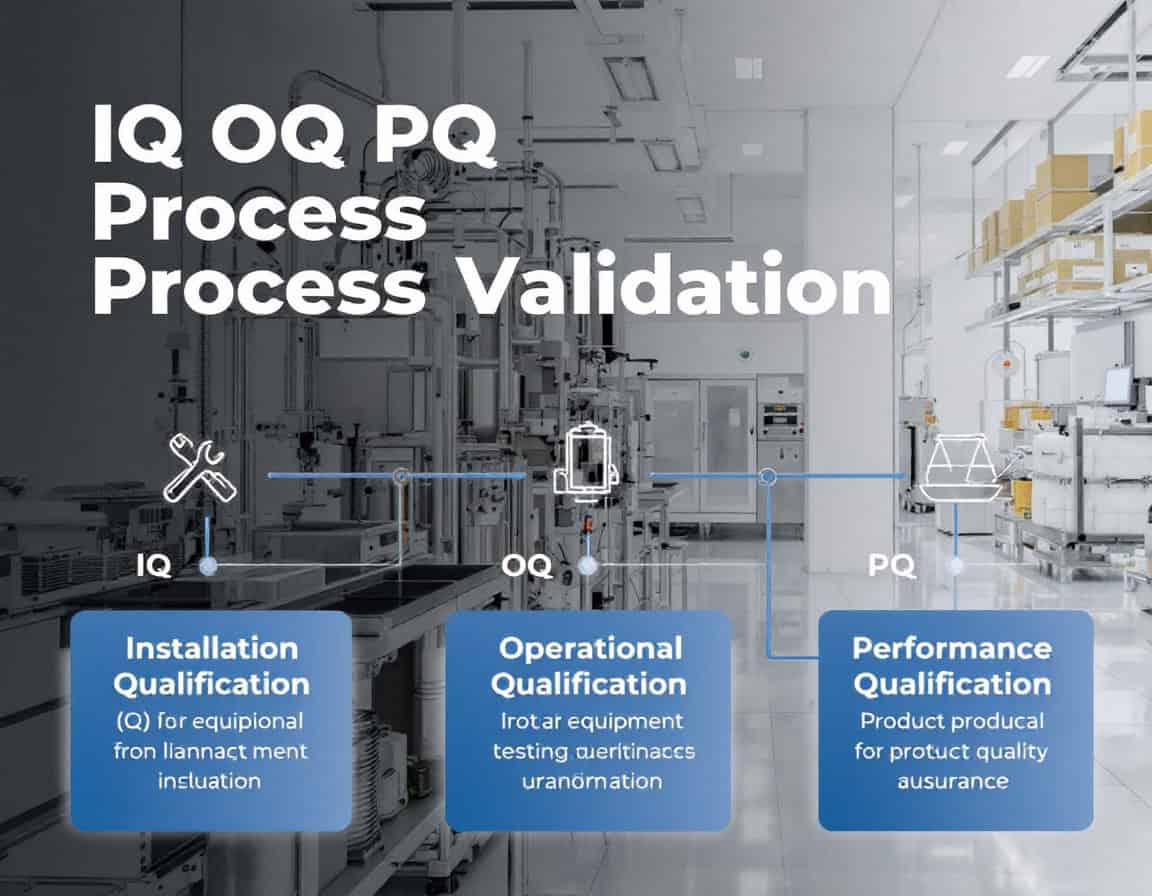
عملية IQ OQ PQ تصديق تُشكل المنهجية، التي ترمز إلى تسلسل تأهيل التركيب (IQ) والتأهيل التشغيلي (OQ) وتأهيل الأداء (PQ)، المنهجية المعتمدة نطاق لغرض التحقق من صحة العملية، تعمل هذه المنهجية على توليد أدلة موثقة بشكل منهجي تثبت أن عملية التصنيع تحت السيطرة. وتتبع هذه المنهجية تسلسلاً مدروساً ومنطقياً، بدءاً من البيانات الثابتة والموثقة. تَحَقّق يتم تركيب المعدات بشكل صحيح (IQ)، ثم الانتقال إلى التأكيد الديناميكي على أن المعدات تعمل بشكل موثوق عبر نطاقاتها المحددة (OQ)، وصولاً إلى إثبات أن العملية المتكاملة تنتج باستمرار منتجًا يلبي جميع سمات الجودة (PQ).
تم تصميم التسلسل بأكمله لتوفير دليل موضوعي يمكن تتبعه على أن العملية قوية وقابلة للتكرار ومناسبة للغرض المقصود منها قبل الاستخدام التجاري.
هذه المنهجية هي شرط تنظيمي غير قابل للتفاوض في الصناعات التي تحكمها ممارسات التصنيع الجيدة الحالية، مثل الأدوية، والمواد البيولوجية، جهاز طبي تصنيعحيث يرتبط اتساق العملية ارتباطًا مباشرًا بسلامة المريض. ولا يُستخدم هذا الأسلوب في البحوث الأولية، بل هو مرحلة التحقق الحاسمة التي تُجرى بعد الانتهاء من تطوير العملية وقبل اعتمادها للإنتاج التجاري الروتيني.
النقاط الرئيسية

- إن مخرجات التحقق هي دليل، وليس منتج.
- يتضمن اختبار OQ "أسوأ الحالات" ضغوطات مشتركة.
- تقوم PQ بالتحقق من صحة العملية المتكاملة، وليس فقط المعدات.
- تثبت قاعدة "الدفعة الثلاث" إمكانية إعادة الإنتاج.
- يتم تعريف نجاح PQ من خلال الاتساق، وليس فقط اجتياز المواصفات.
- البروتوكول هو بمثابة عقد، ويجب تبرير أي انحرافات وتوثيقها بشكل جيد.
- استخدم وثائق المورد (FAT/SAT)، ولكن لا تحل محل OQ الخاص بك
- يحدد التحقق بداية دورة حياة المشروع، وليس نهايته.
- أي تغيير "مثلما حدث" يتطلب مبررًا.
- يعد تدريب الموظفين شرطًا أساسيًا للحصول على مؤهلات التشغيل والمؤهلات العملية
مؤهل التثبيت (IQ)
تأهيل التركيب (IQ) هو المرحلة الأولية والأساسية لمنهجية التحقق من صحة عملية IQ OQ PQ. وهي عملية رسمية موثقة تُثبت وتؤكد أن المعدات والأنظمة والمكونات الملحقة قد تم تسليمها وتركيبها وتهيئتها وفقًا لتوصيات الشركة المصنعة ومواصفات تصميم المستخدم.
المبدأ الأساسي لـ IQ هو توفير أدلة موثقة على أن التثبيت صحيح ويخلق بيئة مناسبة وآمنة لمراحل التأهيل اللاحقة.
غرض وأهمية الذكاء: الهدف الرئيسي من اختبار الجودة المتكاملة (IQ) هو وضع أساس للتحقق من صحة المعدات. قبل بدء أي اختبار تشغيلي، من الضروري التأكد من وجود المعدات فعليًا، وتجميعها بشكل صحيح، ووضعها في بيئة مناسبة. تُخفف هذه المرحلة من المخاطر المرتبطة بالتركيب غير السليم، والتي قد تؤدي إلى عطل في المعدات، ومشاكل في جودة المنتج، ومخاطر تتعلق بالسلامة.
المراحل والأنشطة الرئيسية في تأهيل التثبيت
إن عملية تقييم الذكاء هي عملية منهجية وتتضمن عدة مراحل مفصلة، يتم إدارتها عادةً من خلال بروتوكول وقائمة تحقق معتمدة مسبقًا.
1. ما قبل التثبيت والتخطيط

قبل وصول المعدات أو طلبها، تبدأ عملية تحسين الجودة بتخطيط دقيق. ويشمل ذلك:
- التحقق من جاهزية الموقع: التأكد من تجهيز الموقع المخصص للمعدات الجديدة. يشمل ذلك التأكد من توفر مساحة أرضية كافية، ودعم هيكلي، وتوافر المرافق اللازمة في نقاط التوصيل الصحيحة.
- الظروف البيئية: التحقق من أن بيئة التثبيت تلبي مواصفات الشركة المصنعة فيما يتعلق بدرجة الحرارة والرطوبة والنظافة.
- جمع الوثائق: جمع جميع المستندات الأساسية، مثل أمر الشراء، ودليل الشركة المصنعة، ومواصفات التصميم، والرسومات الهندسية، وشهادات المعايرة لأي أدوات قياس متكاملة.
نصيحة: امشِ على طول المسار وحدد الحجم. لا تكتفِ بالنظر إلى مخطط أرضي ثنائي الأبعاد، فأكثر أعطال IQ شيوعًا وتكلفة تحدث هنا. امشِ على طول المسار المخطط له من رصيف التحميل إلى نقطة التركيب النهائية مع أصحاب المصلحة الرئيسيين (قسم المرافق، والهندسة، ومدير مشروع المورد). استخدم إطارًا خشبيًا أو بلاستيكيًا بسيطًا مصممًا وفقًا لأبعاد ارتفاع وعرض وطول الآلة القصوى. احمل هذا الإطار "الخفي" على طول المسار بالكامل. سيكشف هذا عن مشاكل الخلوص في الأبواب، والأنابيب المنخفضة، والزوايا الضيقة، وقدرات المصاعد التي غالبًا ما تغفلها الرسومات. بالإضافة إلى ذلك، يجب التحقق من قدرة التحميل الأرضية ليس فقط في النقطة النهائية، ولكن على طول مسار النقل بالكامل.

2. استلام المعدات والتحقق منها
بمجرد تسليم المعدات، يتم إجراء فحص شامل:
- التحقق من المكونات: يتم فحص المنتجات المسلمة بدقة مقابل قائمة التعبئة وأمر الشراء للتأكد من أن جميع المكونات، بما في ذلك برمجةتم استلامها وهي من الطراز والإصدار الصحيحين المطلوبين.
- فحص الأضرار: يتم إجراء فحص بصري للتأكد من عدم حدوث أي ضرر أثناء الشحن والمناولة.
ملحوظة: في معظم الصناعات التي تطبق منهجية IQ OQ PQ، يجب أن تُرفق المعدات بشهادات المطابقة (مثل علامات CE وFDA وغيرها)، بالإضافة إلى شهادات أخرى، وربما نتائج اختبارات خاصة بالمصنع. يجب أن تُعامل هذه الوثائق بنفس أهمية البضائع المادية نفسها. في الواقع، يجب رفض أي شحنة إذا لم تُرفق هذه الوثائق أو لم تُستلم مُسبقًا (على الأقل في منطقة الحجر الصحي).
نصيحة ذات صلة: ثق، ولكن تحقق من البرنامج الثابت. قائمة التعبئة هي الحد الأدنى. يجب أن ينصبّ تركيزك الحقيقي على المكونات الأساسية، والأهم من ذلك، إصدارات البرنامج والبرمجيات الثابتة. قد يشحن البائع إصدارًا أحدث "أفضل" لم يتم التحقق من صحته لعمليتك. قبل مغادرة سائق التوصيل وقبل توقيع أي مستندات شحن، التقط صورًا عالية الدقة للوحات أسماء جميع المكونات الأساسية (المحركات والمضخات ووحدات التحكم) ولوحة المعدات الرئيسية. إن أمكن، شغّل وحدة التحكم فقط للتحقق من إصدار البرنامج الثابت/البرنامج على شاشة بدء التشغيل. قارن هذا بالإصدار المحدد في مواصفات متطلبات المستخدم (URS) أو طلب الشراء. رفض الشحنة عند الباب أسهل بكثير من التعامل مع التناقض لاحقًا.
3. التثبيت والتحقق من الاتصال
هذا هو جوهر عملية IQ، حيث يتم فحص التثبيت المادي:

- التجميع والوضع الصحيح: التحقق من أن المعدات تم تجميعها ووضعها وفقًا لتعليمات الشركة المصنعة والرسومات الهندسية.
- اتصالات المرافق: هذه خطوة حاسمة تتضمن التأكد من جميع الاتصالات بالخدمات الأساسية. ويشمل ذلك التحقق مما يلي:
- كهربائي: يجب أن يتوافق مصدر الطاقة مع الجهد والمرحلة المطلوبة، وأن تكون دوائر التأريض والسلامة في مكانها الصحيح.
- السباكة: يتم تركيب توصيلات المياه والبخار والصرف الصحي بشكل صحيح، وخالية من التسربات، ومصنوعة من المواد المناسبة.
- الغازات والهواء المضغوط: جميع خطوط الهواء المضغوط والغاز موصولة بشكل صحيح، و ضغط وتتوافق الجودة مع المواصفات.
- المعدات المساعدة: التأكد من تثبيت وتوصيل أي معدات داعمة أو محيطية بشكل صحيح.
- تثبيت البرنامج: بالنسبة للأنظمة التي يتم التحكم فيها بواسطة الكمبيوتر، يتضمن ذلك التحقق من تثبيت البرنامج بشكل صحيح. تواصل تم تثبيت الأجهزة، ووضع ضوابط الوصول.
نصيحة: قم بتصحيح الرسومات فورًا. لا تفترض أبدًا أن مخطط الأنابيب والأجهزة (P&ID) أو الرسومات الكهربائية تمثل تمثيلات دقيقة بنسبة 100% للتركيب النهائي. سيقوم فني التركيب لدى البائع دائمًا بإجراء تعديلات طفيفة وعملية في الموقع. عيّن أحد مهندسيك أو فنييك المؤهلين لمراقبة فني التركيب لدى البائع بمجموعة من الرسومات الرسمية وقلم أحمر. أثناء قيام فني التركيب بإجراء التوصيلات، يجب على مهندسك تتبع كل خط (أنبوب، قناة، كابل) فعليًا ووضع علامة على أي انحراف عن الرسم مباشرةً على النسخة المطبوعة. يُعد هذا الرسم "كما هو مبني" ذو الخطوط الحمراء وثيقة لا تُقدر بثمن. في نهاية اختبار الجودة، يمكنك مسح هذه النسخة ذات الخطوط الحمراء كسجل رسمي للتركيب الفعلي، وهو أمر لا يُقدر بثمن لاستكشاف الأخطاء وإصلاحها والصيانة والتدقيق في المستقبل.
4. التوثيق وحفظ السجلات

طوال عملية التقييم الذاتي، يُعدّ التوثيق الدقيق أمرًا بالغ الأهمية. ويشمل ذلك:
- تسجيل الأرقام التسلسلية: توثيق الأرقام التسلسلية وأرقام الطراز للمعدات الرئيسية وجميع المكونات الهامة.
- تجميع حزمة الوثائق: إنشاء ملف أو مجلد إلكتروني يحتوي على جميع المستندات ذات الصلة، مثل الأدلة والرسومات وسجلات المعايرة وبروتوكول IQ المكتمل.
- إنشاء جداول الصيانة والمعايرة: إعداد وتوثيق جداول الصيانة الروتينية والمعايرة حسب توصيات الشركة المصنعة.
نصيحة: هدفك الأساسي هو إنشاء المجلد الدائم أو السجل الرقمي للمعدات داخل دورة حياة المنتج إدارة دورة حياة المنتج (PLM) أو نظام إدارة الجودة (QMS)، مما يجعله المصدر الوحيد للحقيقة. قبل بدء عملية التحقق من الجودة، أنشئ سجل أصول فريدًا للمعدات في النظام. مع إنشاء كل مستند - من شهادات الموردين إلى صفحات البروتوكول الموقعة - امسحه ضوئيًا وحمّله فورًا، واربطه مباشرةً بسجل الأصول المركزي هذا. تتجاوز هذه الممارسة الأرشفة البسيطة، حيث تُنشئ نظامًا مُتحكمًا به وموثوقًا به. التوأم الرقمي توثيق المعدات منذ بدايتها. وجّه حزمة IQ النهائية للمراجعة والموافقة باستخدام سير عمل التوقيع الإلكتروني للنظام، مما يوفر مسار تدقيق آمنًا ومتوافقًا. والأهم من ذلك، بناء نموذج علائقي من خلال ربط وثائق IQ بأنظمة المؤسسة الأخرى.
5. تقرير الذكاء النهائي والموافقة عليه

لا يوجد تعقيدات تُذكر في هذه الصناعات: بعد إتمام جميع عمليات الفحص، يُصدر تقرير نهائي لجودة المنتج. يُلخص هذا التقرير الأنشطة المُنجزة، ويعرض الأدلة الموثقة، ويُفصّل أي انحرافات أو تناقضات وُجدت وكيفية معالجتها، ويُحدد ما إذا كانت المعدات قد اجتازت تأهيل التركيب. بعد ذلك، يُراجع هذا التقرير ويُعتمد رسميًا من قِبل الموظفين المعنيين، مثل قسم ضمان الجودة، مُختتمًا بذلك مرحلة جودة المنتج رسميًا، ومُمهّدًا الطريق لبدء التأهيل التشغيلي.
نصيحة: تعامل مع الانحرافات كدليل على قوة النظام، وليس كفشل. ليس هدف IQ هو ضمان تشغيل "مثالي" بدون أي انحرافات، بل هو توثيق الحالة كما هي بعد التركيب بدقة. الانحراف المُدار جيدًا دليل على نظام جودة سليم وشفاف. عند اكتشاف أي تباين، وثّقه فورًا كانحراف مُخطط له ضمن بروتوكول IQ. ثم، أجرِ تقييمًا رسميًا للمخاطر. هل يمكن أن يكون ذلك اتخاذ إجراء تصحيحي لاستبدال القطعة قبل بدء OQ أو اتباع نهج مختلف؟ يُظهر توثيق هذه العملية برمتها في تقرير IQ النهائي للمدققين أن نظامك دقيق، وقائم على المخاطر، ومسيطر عليه.
The rest of this article is reserved for members
To limit scraping bots (currently 40,000 hits per day!),
we had to restrict access to full articles and tools to registered members only.
to access all the rest.