Oxy-Fuel Cutting Principle
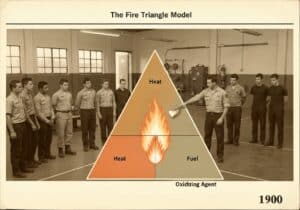
Oxy-fuel cutting, or flame cutting, severs ferrous metals by a rapid, exothermic oxidation process. First, a preheating flame raises the steel’s surface to its kindling temperature (approx. 870 °C or 1600 °F). A high-pressure jet of pure oxygen is then directed at the spot, initiating a chemical reaction, \(3Fe + 2O_2 \rightarrow Fe_3O_4\), which forms molten iron oxide (slag) and releases heat.
The effectiveness of oxy-fuel cutting relies on a specific set of material properties. The metal’s ignition temperature must be below its melting point. If the metal melts before it oxidizes, the oxygen jet will simply blow away molten metal rather than sustaining the cutting reaction. This is a primary reason the process is highly effective for plain carbon steels but not for cast iron (high carbon content) or aluminum. Secondly, the oxide (slag) formed must have a lower melting point than the base metal. This allows the high-pressure oxygen stream to effectively blow the molten slag out of the cut, known as the kerf, exposing fresh metal to continue the reaction. The process is self-sustaining as the exothermic oxidation of iron generates significant heat, which helps maintain the kindling temperature along the cut path.
This method is not suitable for non-ferrous metals like aluminum and copper, or for stainless steels. These materials form highly refractory and tenacious oxides (e.g., aluminum oxide, chromium oxide) with melting points much higher than the base metal. These oxides form a protective layer that prevents the oxygen jet from reaching the underlying metal, thus inhibiting the cutting process.
UNESCO Nomenclature: 3313
– Mechanical engineering and machinery
Precursors
- Invention of the oxy-acetylene welding torch
- Understanding of exothermic oxidation reactions of iron
- Availability of high-purity compressed oxygen
- Development of nozzles capable of delivering a coherent, high-velocity gas jet
Applications
- cutting thick steel plates in shipbuilding and construction
- demolition of large steel structures like bridges and buildings
- scrap metal processing and recycling
- fabrication of structural steel components
- pipe cutting and beveling for pipeline construction
- automated profile cutting using cnc machines
Potential Innovations Ideas
Due to scrapping bot traffic, currently more than 40k per day, this content is reserved to community members.
> Login < or > Register < (100% free) to access this, so as all other restricted content and tools.
Related to: oxy-fuel cutting, flame cutting, oxidation, steel, kindling temperature, slag, thermal cutting, preheating, oxygen jet, ferrous metals.