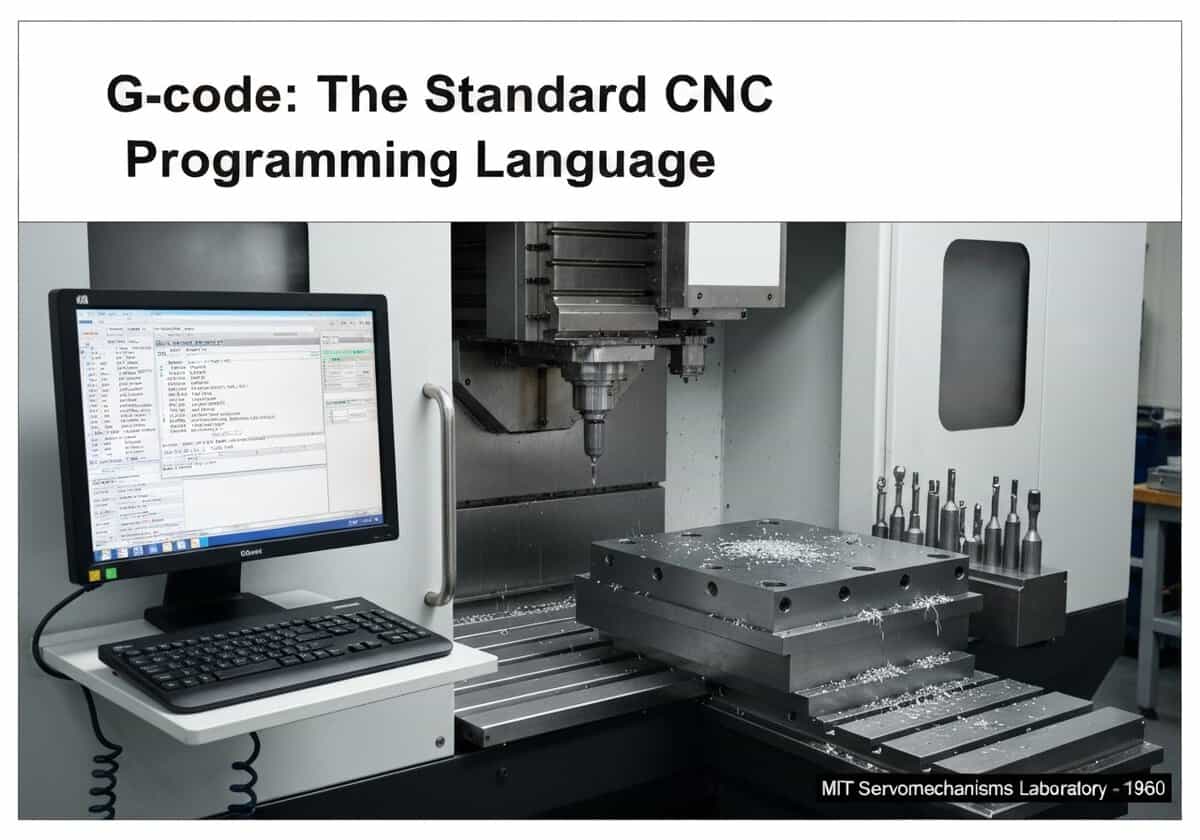
G-Code: Die Standard-CNC-Programmiersprache
1960
- MIT Servomechanisms Laboratory
Der G-Code, formell bekannt als RS-274, ist der am weitesten verbreitete Programmiersprache zur Steuerung von CNC-Maschinen. Sie besteht aus aufeinanderfolgenden Befehlen, die der Maschine Anweisungen zur Positionierung, Geschwindigkeit und zu bestimmten Aktionen geben. Die Befehle beginnen mit einer Buchstabenadresse; "G" bezeichnet vorbereitende Befehle für die Bewegung (z. B. G01 für den linearen Vorschub), während "M" für verschiedene Funktionen steht (z. B. M03 für den Spindelstart).
G-Code bietet eine standardisierte, bis zu einem gewissen Grad lesbare Methode zur Erstellung von Anweisungen, die von einer CNC-Maschinensteuerung interpretiert und ausgeführt werden können. Jede Zeile, auch „Block“ genannt, eines G-Code-Programms enthält typischerweise einen oder mehrere Befehle, die der Maschine die nächsten Schritte mitteilen. Die Struktur basiert auf einem Wortadressformat, bei dem einem Buchstaben (der „Adresse“) ein numerischer Wert folgt. Beispielsweise weist der Block „G01 X10.0 Y5.0 F150“ die Steuerung an, eine lineare Vorschubbewegung (G01) zur Koordinatenposition X=10.0, Y=5.0 mit einer Vorschubgeschwindigkeit (F) von 150 Einheiten pro Minute durchzuführen.
Die G-Befehle sind von größter Bedeutung, da sie die Bewegungsart definieren. G00 ist eine Eilpositionierung für nicht-schneidende Verfahrwege. G01 ist ein kontrollierter Linearvorschub zum Schneiden gerader Linien. G02 und G03 steuern Kreis- bzw. Bogenbewegungen im Uhrzeigersinn bzw. gegen den Uhrzeigersinn. Weitere G-Codes dienen der Einstellung von Koordinatensystemen (G54–G59), der Auswahl von Einheiten (G20/G21 für Zoll/mm) und der Aktivierung der Werkzeugkompensation (G41/G42). M-Codes, auch als sonstige Funktionen bezeichnet, steuern nicht-geometrische Aktionen wie das Starten oder Stoppen der Spindel (M03/M05), das Ein- oder Ausschalten der Kühlmittelzufuhr (M08/M09) und das Initiieren von Werkzeugwechseln (M06). Während RS-274 einen Standard bietet, haben die meisten Werkzeugmaschinenhersteller ihre eigenen spezifischen Dialekte oder Erweiterungen des G-Codes implementiert, was Postprozessoren in der CAM-Software erfordert, um einen generischen Werkzeugweg in das spezifische Format zu übersetzen, das von einer bestimmten Maschinensteuerung benötigt wird.
UNESCO Nomenclature: 1203
- Computerwissenschaften
Verwendung
Weitverbreitete Verwendung
Vorläufer
- das Konzept der numerischen Steuerung (NC)
- Lochstreifen-Datenspeicherformate
- frühe Computerprogrammiersprachen wie Fortran
- die Entwicklung von Werkzeugmaschinensteuerungen
Anwendungen
- CNC-Fräsen und Drehen
- 3D-Druck (Additive Fertigung)
- Laserschneiden und Gravieren
- Wasserstrahlschneiden
- Roboterarm-Programmierung
- automatisiertes Schweißen
- Koordinatenmessgeräte (KMG)
Potenzielle Innovationsideen
Aufgrund des hohen Datenverkehrs durch Web-Scraping-Bots, der derzeit mehr als 40.000 Anfragen pro Tag umfasst, ist dieser Inhalt ausschließlich Community-Mitgliedern vorbehalten.
> Anmelden < oder > Registrieren < (100% kostenlos) Zugriff darauf sowie auf alle anderen eingeschränkten Inhalte und Tools.
Verwandt mit: G-Code, RS-274, CNC-Programmierung, Fertigung, Bearbeitung, Werkzeugweg, Nocken, g01, m-code, numerische Steuerung.