Optimiser l'affectation des tâches aux postes de travail sur une chaîne de montage.
- Méthodologies : Ingénierie, Qualité
Équilibrage des lignes
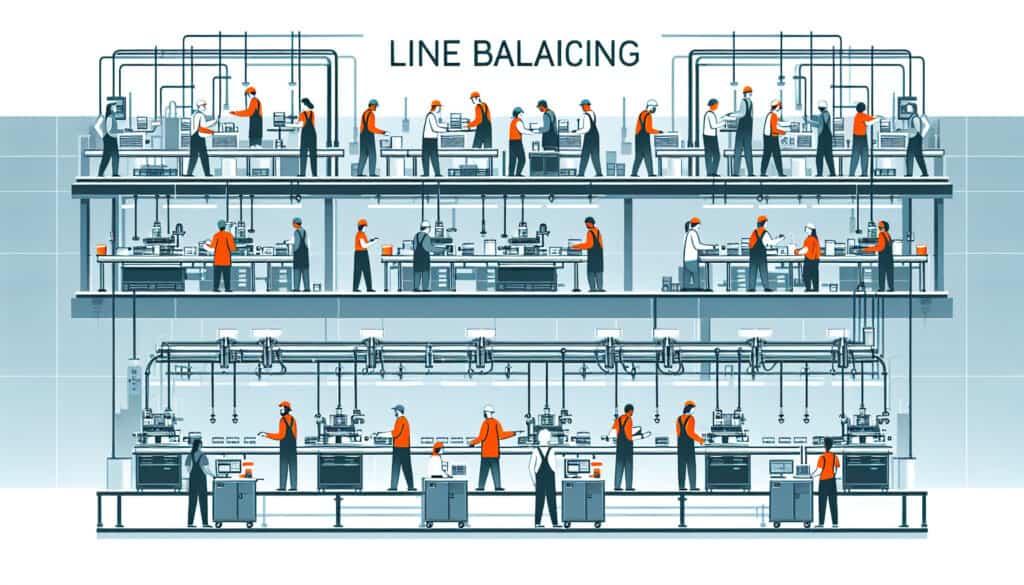
Équilibrage des lignes
- Amélioration continue, Efficacité, Juste à temps (JIT), Production allégée, Optimisation des processus, Efficacité de la production, Productivité, Cartographie de la chaîne de valeur, Réduction des déchets
Objectif :
Comment il est utilisé :
- Le processus d'affectation des tâches aux postes de travail d'une chaîne d'assemblage de manière à minimiser le temps d'inactivité des travailleurs et des machines. L'objectif est de créer un flux de production fluide et efficace.
Avantages
- Améliore l'efficacité et la productivité ; réduit les goulets d'étranglement et les temps morts.
Inconvénients
- Peut être un processus complexe et chronophage ; peut nécessiter des logiciels spécialisés et de l'expertise.
Catégories :
- Lean Sigma, Fabrication
Idéal pour :
- Optimiser l'efficacité d'une chaîne de montage pour améliorer la productivité et réduire les coûts.
L'équilibrage de ligne est largement utilisé dans divers secteurs de fabrication tels que l'automobile, l'électronique et les biens de consommation, où les lignes d'assemblage sont prédominantes. Cette méthodologie est particulièrement utile pendant les phases de conception et d'amélioration des processus de production, où il est crucial de comprendre le flux des tâches sur plusieurs postes de travail. Les participants sont généralement des directeurs de production, des ingénieurs de processus et des ouvriers de la chaîne de montage, qui collaborent pour identifier la répartition la plus efficace des tâches en fonction des temps de cycle et de la disponibilité des ressources. Des outils tels que les logiciels de simulation, l'analyse des flux de travail et les études de temps sont fréquemment utilisés pour visualiser et évaluer l'état actuel des lignes de production, ce qui permet aux équipes d'expérimenter des configurations qui éliminent les goulets d'étranglement et réduisent la fatigue des travailleurs. Par exemple, l'industrie automobile applique l'équilibrage des lignes pour maintenir un flux constant d'assemblage de véhicules tout en minimisant les temps d'arrêt associés à la maintenance des machines ou aux pénuries de pièces. En outre, cette pratique est importante dans les initiatives de production allégée, où l'accent est mis sur la maximisation de la valeur tout en minimisant le gaspillage, ce qui permet non seulement d'améliorer l'efficacité opérationnelle, mais aussi la qualité des produits. En contrôlant en permanence les mesures de performance et en recueillant des informations en retour, les entreprises peuvent affiner leurs processus d'assemblage de manière itérative, facilitant ainsi une culture d'amélioration continue qui répond à l'évolution des demandes du marché et aux progrès technologiques.
Principales étapes de cette méthodologie
- Déterminer le temps de cycle de la ligne d'assemblage en fonction des exigences de production.
- Dressez la liste de toutes les tâches nécessaires au processus de production et indiquez leur durée respective.
- Calculez le nombre minimal théorique de postes de travail nécessaires en divisant la durée totale de la tâche par la durée du cycle.
- Créez un diagramme de préséance qui illustre les dépendances des tâches.
- Affecter les tâches aux postes de travail en tenant compte des dépendances des tâches et du temps de cycle maximal.
- Évaluez l'efficacité de l'équilibre à l'aide de la formule : (temps total de la tâche / (nombre de postes de travail x temps de cycle)) x 100.
- Ajuster l'attribution des tâches si l'efficacité de l'équilibre est inférieure aux niveaux souhaités afin de minimiser les temps morts.
- Effectuez une simulation ou un essai pour valider les nouvelles affectations des postes de travail.
- Mettre en place des boucles de rétroaction pour une amélioration continue basée sur des données de performance réelles.
Conseils de pro
- Mener des sessions d'ingénierie simultanées avec des équipes interfonctionnelles afin d'identifier les goulets d'étranglement inefficaces et d'améliorer l'intégration des tâches entre les postes de travail.
- Mettre en œuvre la théorie des contraintes pour identifier les limites des processus, en veillant à ce que la répartition de la charge de travail s'aligne sur les processus les plus lents. poste de travail.
- Utiliser des outils de simulation avancés pour modéliser diverses configurations de lignes, en évaluant les améliorations potentielles avant la mise en œuvre physique.
Lire et comparer plusieurs méthodologies, nous recommandons le
> Référentiel méthodologique étendu <
ainsi que plus de 400 autres méthodologies.
Vos commentaires sur cette méthodologie ou des informations supplémentaires sont les bienvenus sur le site web de la Commission européenne. section des commentaires ci-dessous ↓ , ainsi que toute idée ou lien en rapport avec l'ingénierie.
Contexte historique





1949
1950
1950
1960
1960
1960
1960
1940
1950
1950
1958
1960
1960
1960
1960






(si la date est inconnue ou n'est pas pertinente, par exemple "mécanique des fluides", une estimation arrondie de son émergence notable est fournie)
Articles Similaires
Programme directeur de production (PDP)
Personnalisation de masse
Entonnoir marketing
Audit marketing
Indice MAPO (Mouvement et assistance des patients hospitalisés)
Planification des ressources de fabrication (MRP II)