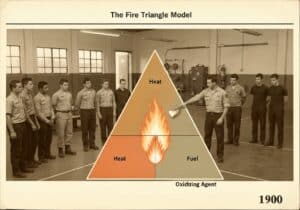
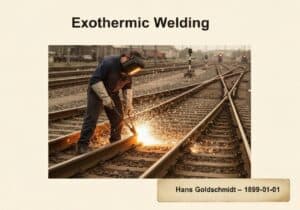
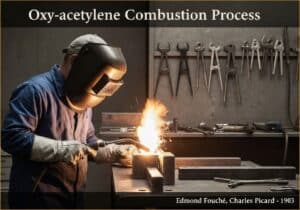
Prinzip des autogenen Brennschneidens
Autogenes Schneiden oder Brennschneiden trennt Eisenmetalle durch einen schnellen, exothermen Oxidationsprozess. Zunächst wird die Stahloberfläche durch eine Vorwärmflamme auf die Anzündtemperatur (ca. 870 °C) gebracht. Dann wird ein Hochdruckstrahl aus reinem Sauerstoff auf die Stelle gerichtet, der eine chemische Reaktion auslöst, [latex]3Fe + 2O_2 \rightarrow Fe_3O_4[/latex], die geschmolzenes Eisenoxid (Schlacke) bildet und Wärme freisetzt.
Die Wirksamkeit des autogenen Schneidens hängt von einer Reihe von Materialeigenschaften ab. Die Zündtemperatur des Metalls muss unter seinem Schmelzpunkt liegen. Wenn das Metall schmilzt, bevor es oxidiert, wird der Sauerstoffstrahl das geschmolzene Metall einfach wegblasen, anstatt die Schneidreaktion aufrechtzuerhalten. Dies ist ein Hauptgrund dafür, dass das Verfahren für unlegierte Stähle sehr effektiv ist, nicht aber für Gusseisen (mit hohem Kohlenstoffgehalt) oder Aluminium. Zweitens muss das gebildete Oxid (Schlacke) einen niedrigeren Schmelzpunkt haben als das Grundmetall. Dadurch kann der Hochdruck-Sauerstoffstrom die geschmolzene Schlacke effektiv aus dem Schnitt, der so genannten Schnittfuge, herausblasen und frisches Metall zur Fortsetzung der Reaktion freilegen. Der Prozess ist selbsterhaltend, da die exotherme Oxidation des Eisens erhebliche Wärme erzeugt, die dazu beiträgt, die Anzündtemperatur entlang der Schnittlinie aufrechtzuerhalten.
Dieses Verfahren eignet sich nicht für Nichteisenmetalle wie Aluminium und Kupfer sowie für rostfreien Stahl. Diese Materialien bilden hoch feuerfeste und zähe Oxide (z. B. Aluminiumoxid, Chromoxid) mit einem Schmelzpunkt, der deutlich über dem des Grundmetalls liegt. Diese Oxide bilden eine Schutzschicht, die den Sauerstoffstrahl daran hindert, das darunterliegende Metall zu erreichen, und so den Schneidvorgang behindert.
UNESCO Nomenclature: 3313
- Maschinenbau und Maschinen
Verwendung
Weitverbreitete Verwendung
Vorläufer
- Erfindung des Acetylen-Sauerstoff-Schweißbrenners
- Verständnis der exothermen Oxidationsreaktionen von Eisen
- Verfügbarkeit von hochreinem komprimiertem Sauerstoff
- Entwicklung von Düsen, die einen kohärenten Gasstrahl mit hoher Geschwindigkeit erzeugen können
Anwendungen
- Schneiden dicker Stahlplatten im Schiffsbau und im Bauwesen
- Abbruch großer Stahlkonstruktionen wie Brücken und Gebäude
- Schrottverarbeitung und Recycling
- Herstellung von Stahlbauteilen
- Rohrschneiden und Anfasen für den Rohrleitungsbau
- automatisierter Profilzuschnitt mittels CNC-Maschinen
Potenzielle Innovationsideen
Aufgrund des hohen Datenverkehrs durch Web-Scraping-Bots, der derzeit mehr als 40.000 Anfragen pro Tag umfasst, ist dieser Inhalt ausschließlich Community-Mitgliedern vorbehalten.
> Anmelden < oder > Registrieren < (100% kostenlos) Zugriff darauf sowie auf alle anderen eingeschränkten Inhalte und Tools.
Bezogen auf: Autogenes Schneiden, Brennschneiden, Oxidation, Stahl, Anzündtemperatur, Schlacke, thermisches Schneiden, Vorwärmen, Sauerstoffstrahl, Eisenmetalle.