优化装配线上各工作站的任务分配。
- 方法: 工程, 质量
线路平衡
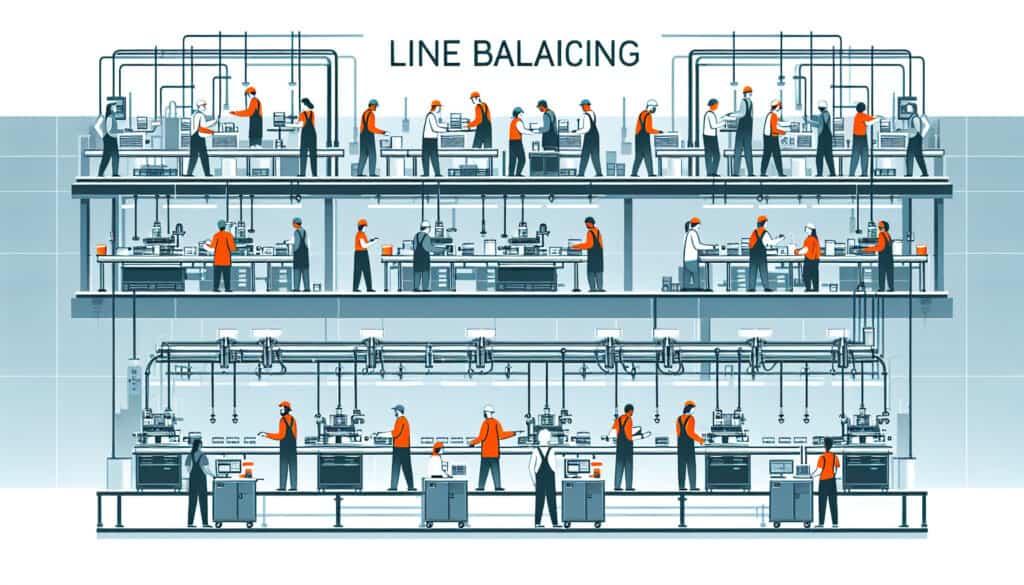
线路平衡
- 持续改进, 效率, 准时制(JIT), 精益制造, 工艺优化, 生产效率, 生产率, 价值流映射, 减少废物
目标
如何使用
- 以尽量减少工人和机器闲置时间的方式为装配线上的工作站分配任务的过程。其目的是创造顺畅高效的生产流程。
优点
- 提高效率和生产力;减少瓶颈和闲置时间。
缺点
- 可能是一个复杂耗时的过程;可能需要专业软件和专业知识。
类别
- 精益西格玛, 制造业
最适合:
- 优化装配线的效率,提高生产率,降低成本。
流水线平衡被广泛应用于汽车、电子和消费品等各种制造行业,这些行业的流水线非常普遍。在生产流程的设计和改进阶段,了解多个工作站之间的任务流至关重要,因此这种方法尤其有益。参与者通常包括生产经理、流程工程师和装配线工人,他们通过合作来确定基于周期时间和资源可用性的最有效任务分配。模拟软件、工作流程分析和时间研究等工具经常被用来可视化和评估生产线的现状,使团队能够尝试消除瓶颈和减轻工人疲劳的配置。例如,汽车行业采用生产线平衡来保持汽车装配的稳定流程,同时最大限度地减少因机器维护或零件短缺而造成的停机时间。此外,这种做法在精益生产计划中也很重要,因为精益生产计划的重点是最大限度地提高价值,同时最大限度地减少浪费,从而不仅提高运营效率,而且提高产品质量。通过持续监控绩效指标和收集反馈,企业可以不断改进装配流程,促进持续改进的文化,以应对不断变化的市场需求和技术进步。
该方法的关键步骤
- 根据生产要求确定装配线的周期时间。
- 列出生产流程所需的所有任务及其各自的持续时间。
- 用总任务时间除以周期时间,计算出理论上所需的最少工作站数量。
- 创建优先级图,说明任务的依赖关系。
- 在考虑任务依赖性和最长周期时间的情况下,为工作站分配任务。
- 使用公式评估平衡效率:(总任务时间/(工作站数量 x 周期时间))x 100。
- 如果平衡效率低于预期水平,则调整任务分配,以尽量减少闲置时间。
- 进行模拟或试运行,以验证新的工作站分配。
- 根据现实世界的绩效数据,实施持续改进的反馈回路。
专业提示
- 与跨职能团队开展同步工程会议,找出效率低下的瓶颈问题,加强跨工作站的任务整合。
- 实施 "约束理论",找出流程限制,确保工作量分配与最慢的流程保持一致 工作站.
- 利用先进的模拟工具对各种生产线配置进行建模,在实际实施前评估潜在的改进措施。
历史背景





1949
1950
1950
1960
1960
1960
1960
1940
1950
1950
1958
1960
1960
1960
1960






(如果日期不详或不相关,例如 "流体力学",则对其显著出现的时间作了四舍五入的估计)。
相关文章
主生产计划(MPS)
大规模定制
营销漏斗
营销审计
MAPO 指数(医院病人的移动和援助)
制造资源计划(MRP II)