(图片仅供参考)
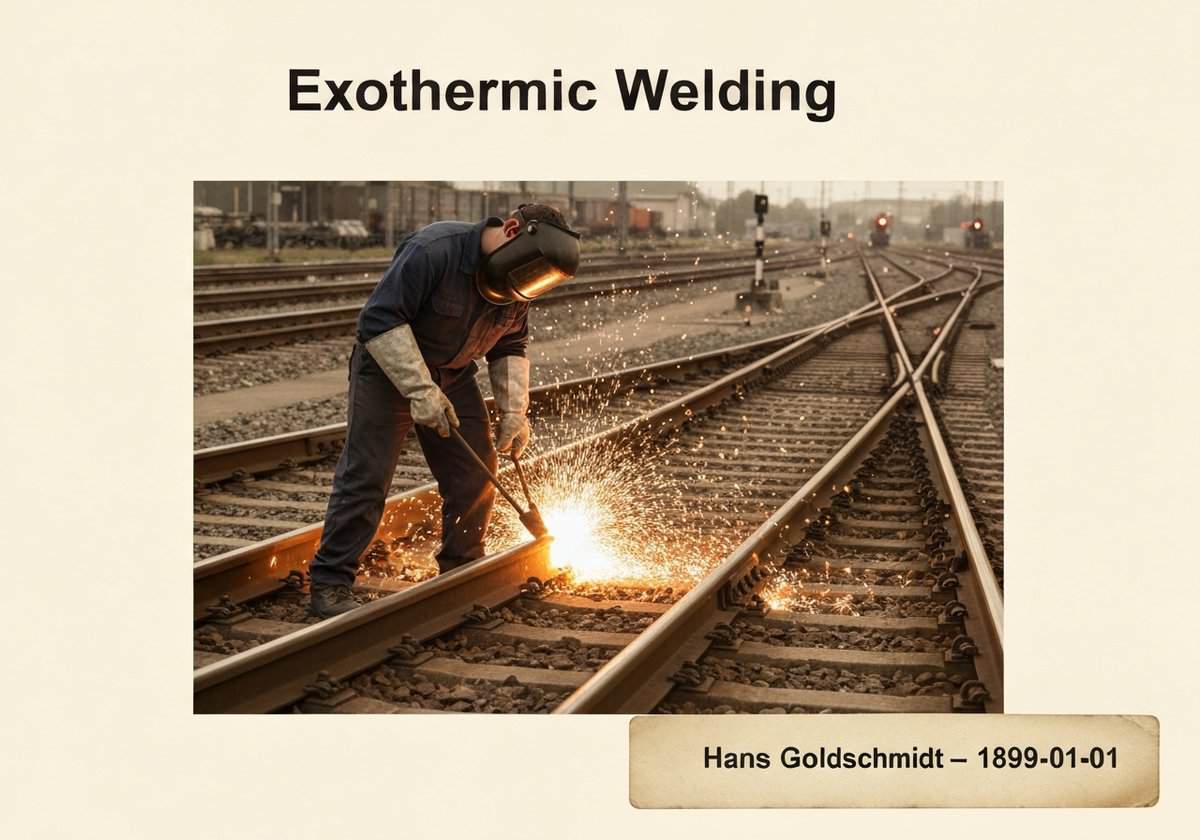
放热焊接,也称为铝热焊接,是一种利用铝热反应产生的过热熔融金属在金属部件之间形成牢固、持久的分子键的技术。该工艺独立运行,无需外部电源。它最著名的用途是将铁路轨道段连接成连续的焊接轨道,从而打造更平整、更耐用的轨道。
放热焊接工艺始于将两块待连接的金属件精确对齐,并在它们之间留出特定的间隙。将一个设计与部件横截面相匹配的耐火模具夹在接头周围。金属两端通常用焊枪预热,以去除水分并确保良好的熔合。将装有铝热剂的坩埚放在模具上方。铝热剂点燃后,坩埚内部发生放热反应,生成熔融金属(例如钢)和较轻的氧化铝熔渣。反应完成后,打开坩埚底部的出料装置,使较重的熔融金属流入模腔。过热的液态金属填充间隙,熔化母材表面并与其熔合。较轻的氧化铝熔渣最后流入,填满模具顶部,并在熔融钢上形成保护层,保护其在冷却过程中免受大气污染。
经过规定的冷却和凝固时间后,移除模具,并去除多余的金属和熔渣(通常通过打磨),以形成光滑连续的接头。最终的焊缝不仅仅是填充材料,而是铸钢熔合物,其微观结构与母材相似,从而具有优异的机械和电气性能。其主要优势在于便携性和不依赖电力,使其成为在偏远现场为大型部件创建牢固可靠焊缝的理想方法。
由于机器人流量被拦截(目前每天超过 4 万),此内容仅限社区成员查看。> 登录 > 或者 > 注册 < (100% 免费)即可访问此内容,以及所有其他受限内容和工具。
共晶系统
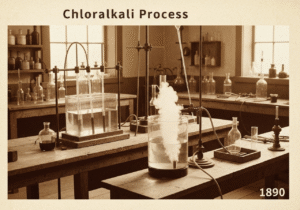
氯碱工艺
氯碱工艺是一种电解氯化钠 (NaCl) 溶液(又称盐水)的工业方法。它是生产氯气 (Cl₂)、氢氧化钠 (NaOH) 和氢气 (H₂) 的主要来源,而这些产品都是重要的日用化学品。现代方法使用膜电解槽分离阳极和阴极产物,以确保高纯度和高效率。
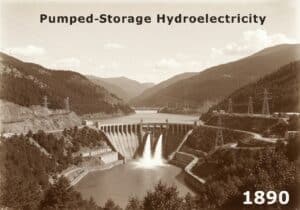
抽水蓄能水电
抽水蓄能水电(PSH)是一种水力储能技术,用于电力系统平衡负荷。该方法将水的重力势能以水力储能的形式储存起来,将水从低海拔水库抽到高海拔水库。在电力需求高峰期,储存的水会被释放,驱动涡轮机发电。
放热焊接
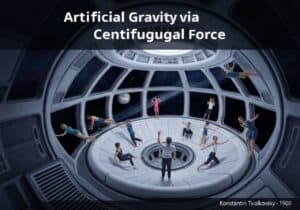
通过离心力实现人工重力
人造重力可以通过旋转结构在航天器中产生。乘客会感觉到一股离心力将他们推向船体外部,从而模拟出重力。这种表面重力的大小由 [latex]a = \omega^2 r[/latex] 得出,其中 [latex]\omega[/latex] 是角速度,[latex]r[/latex] 是旋转半径。提出这样做是为了抵消长期失重对健康的负面影响。.
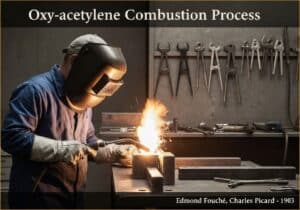
氧乙炔燃烧工艺
氧-乙炔焊接使用乙炔([latex]C_2H_2[/latex])与纯氧燃烧产生的火焰。反应分两个阶段进行。内部白热锥体中的初级反应不完全,会产生一氧化碳和氢:[latex]2C_2H_2 + 2O_2 \rightarrow 4CO + 2H_2[/latex]。这些热气随后在外层与大气中的氧气发生反应,完成燃烧。
沉淀硬化
主应力和最大剪应力(莫氏圆)
主应力([latex]\sigma_1[/latex] 和 [latex]\sigma_2[/latex])是某一点上的最大和最小法向应力,发生在剪应力为零的平面上。在莫尔圆上,这两个点对应于圆与水平([latex]\sigma_n[/latex])轴相交的两个点。最大平面内切应力 [latex]\tau_{max}[/latex] 等于圆的半径 [latex]R[/latex]。.
霍尔-埃鲁法
霍尔-埃鲁法是铝冶炼的主要工业方法。该方法包括将氧化铝(Al₂O₃)溶解在熔融的冰晶石(Na₃AlF₆)中,然后电解熔融的盐浴。铝金属沉积在阴极,而氧化铝中的氧气与碳阳极发生反应,生成二氧化碳。这一工艺使得铝的供应更加广泛且价格更加实惠。
交流电路中欧姆定律的推广
佩克特定律
一个经验公式,用于描述电池的可用容量如何随着放电率的增加而减少。该定律表示为 [latex]C_p = I^k t[/latex],其中 [latex]C_p[/latex] 是一安培放电速率下的容量,[latex]I[/latex] 是放电电流,[latex]t[/latex] 是放电时间,[latex]k[/latex] 是针对电池类型的普克特常数。它量化了高负载时的低效率。
火灾三角模型
火灾三角是一个简单的模型,它描述了大多数火灾发生的三个基本要素:热量、燃料和氧化剂(通常是大气中的氧气)。消除其中任何一个要素,都可以阻止火灾发生或扑灭现有火灾。这是消防安全和预防的基本概念。
速度增量(天体动力学)
速度变化量(Δv),字面意思是“速度变化”,是衡量轨道机动所需冲量的标量。它量化了任务所需的总推进力,与航天器的质量无关。该值对于任务规划至关重要,因为它决定了所需的推进剂装载量。速度变化量是累积的;一次任务的总速度变化量是所有所需机动速度变化量的总和。
齐奥尔科夫斯基火箭方程
该方程描述了遵循火箭基本原理的车辆运动:通过高速排出部分质量来实现自身加速的装置。它将火箭可达成的Δv与有效排气速度及初始/最终质量相关联,表达式为Δv = v_e \ln \frac{m_0}{m_f}。.
氧燃料切割原理
氧燃料切割或火焰切割是通过快速放热氧化过程将黑色金属切断。首先,预热火焰将钢材表面升至点火温度(约 870 °C 或 1600 °F)。然后,高压纯氧喷射到点上,引发化学反应:[latex]3Fe + 2O_2 \rightarrow Fe_3O_4[/latex],形成熔融氧化铁(炉渣)并释放热量。
(如果日期未知或不相关,例如“流体力学”,则提供其显著出现的近似估计)
只有注册会员才能免费获得 100% 的全尺寸图片和下载。.
> 登录 <