The control chart is the primary instrument of Statistical Process Control. Invented by Walter A. Shewhart, it serves as a visual method to distinguish between common and special cause variation in a process. A typical chart has a time-based x-axis and a measurement-based y-axis. Three horizontal lines are crucial: the Center Line (CL), which is the statistical average of the process data; the Upper Control Limit (UCL); and the Lower Control Limit (LCL). These control limits are not arbitrary goals or specification limits set by customers. Instead, they are calculated directly from the process data itself, representing the “voice of the process.”
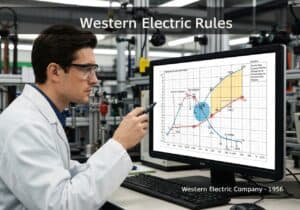
The standard calculation for these limits is based on the process mean ([latex]\mu[/latex]) and standard deviation ([latex]\sigma[/latex]), with the UCL at [latex]\mu + 3\sigma[/latex] and the LCL at [latex]\mu – 3\sigma[/latex]. The use of three standard deviations is a statistical and economic choice; it balances the risk of failing to detect a process shift (a Type II error) with the risk of a false alarm (a Type I error). When data points fall within these limits and exhibit a random pattern, the process is considered “in statistical control.” However, if a point falls outside the limits, or if the points within the limits show a non-random pattern (as defined by rules like the Western Electric Rules), it signals the presence of a special cause of variation that requires investigation.