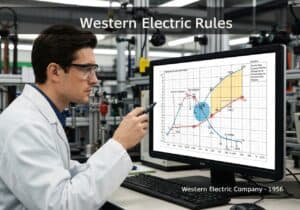
एक ग्राफिकल टूल जिसका उपयोग किया जाता है SPC समय के साथ किसी प्रक्रिया चर की निगरानी करने के लिए। यह प्रक्रिया औसत का प्रतिनिधित्व करने वाली केंद्रीय रेखा (CL) और ऊपरी (UCL) और निचली (LCL) नियंत्रण सीमाओं के बीच डेटा बिंदुओं को प्लॉट करता है। ये सीमाएँ आमतौर पर माध्य से तीन मानक विचलन (μ ± 3 σ) पर निर्धारित की जाती हैं, जो अपेक्षित सामान्य कारण भिन्नता की सीमा को परिभाषित करती हैं।