(图片仅供参考)
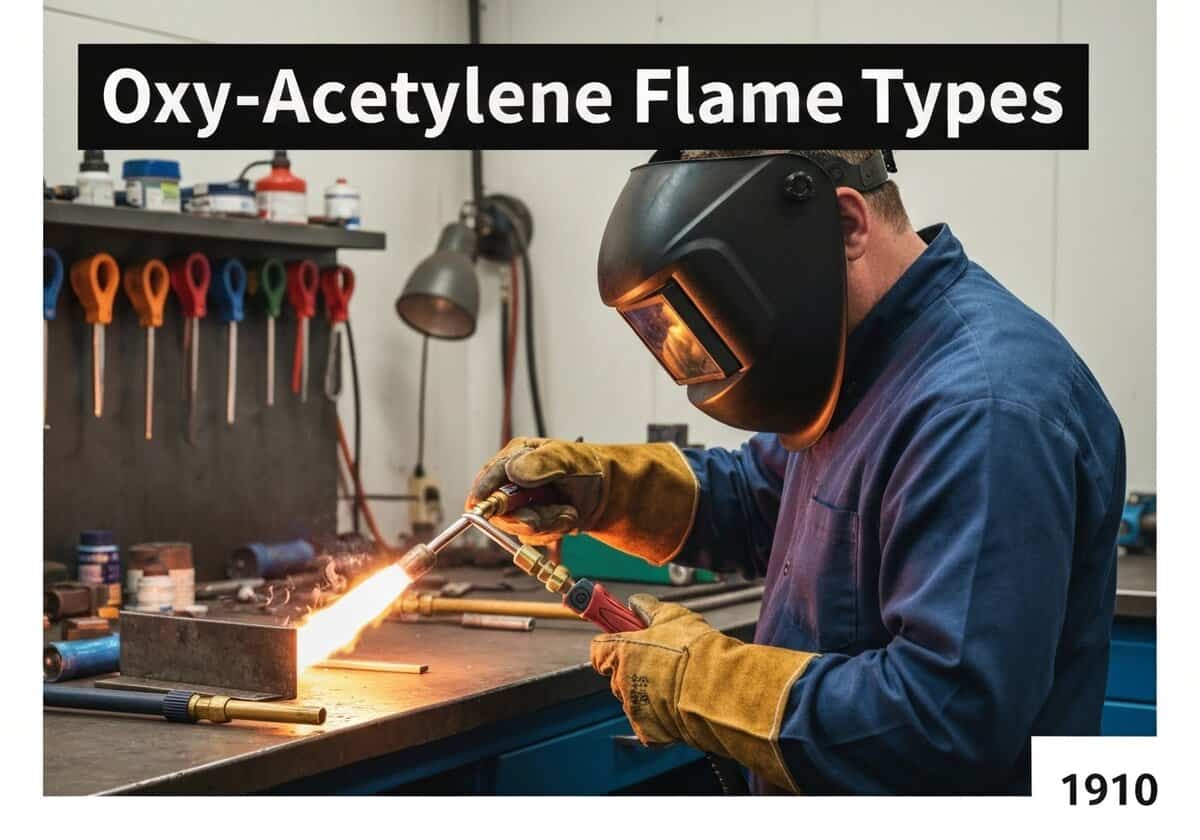
氧乙炔火焰的特性取决于氧气与乙炔的体积比。中性火焰(体积比 ≈ 1.1:1)是钢焊接的标准火焰。渗碳火焰或还原火焰(体积比 1.1:1)氧气过剩,温度更高,用于钎焊。
每种火焰都有独特的外观和对熔融焊池的化学影响。中性火焰的特点是内锥体清晰明亮,外包层较暗呈蓝色。它在提供热量的同时不会改变母材的化学性质,是大多数钢材焊接应用的理想选择。渗碳火焰通过从内锥延伸出来的第三个羽毛状锥体("乙炔羽毛")来识别。这根羽毛的长度表示过量乙炔的数量。这种火焰会将碳带入熔融焊池,从而增加熔敷层的硬度,这是硬面堆焊的理想特性,但不利于低碳钢的延展性。氧化焰的内锥更短、更尖,有时呈紫色,并产生特有的嘶嘶声。过量的氧气往往会烧掉焊接熔池中的碳和其他合金元素,这对于钢材焊接来说通常是不可取的,但对于在铜和黄铜等材料上进行某些钎焊和钎焊操作时产生强氧化层以促进润湿却是有用的。
由于机器人流量被拦截(目前每天超过 4 万),此内容仅限社区成员查看。> 登录 > 或者 > 注册 < (100% 免费)即可访问此内容,以及所有其他受限内容和工具。
通过离心力实现人工重力
人造重力可以通过旋转结构在航天器中产生。乘客会感觉到一股离心力将他们推向船体外部,从而模拟出重力。这种表面重力的大小由 [latex]a = \omega^2 r[/latex] 得出,其中 [latex]\omega[/latex] 是角速度,[latex]r[/latex] 是旋转半径。提出这样做是为了抵消长期失重对健康的负面影响。.
氧乙炔燃烧工艺
氧-乙炔焊接使用乙炔([latex]C_2H_2[/latex])与纯氧燃烧产生的火焰。反应分两个阶段进行。内部白热锥体中的初级反应不完全,会产生一氧化碳和氢:[latex]2C_2H_2 + 2O_2 \rightarrow 4CO + 2H_2[/latex]。这些热气随后在外层与大气中的氧气发生反应,完成燃烧。
沉淀硬化
氧乙炔火焰类型
气动力中的动压力
TNT熔铸
TNT 的一个关键特性是其熔点低,仅为 80.6 °C (177.1 °F),远低于其 240 °C 的自燃温度。如此大的温差使得 TNT 能够安全地用蒸汽或热水熔化,并浇铸到弹药外壳中,这一过程称为熔铸。这使得生产致密、均匀且无裂纹的炸药成为可能。
两级压力调节器
用于氧燃料焊接的气瓶储存气体或其他工业或医用气体,压力非常高。压力调节器对于将气体减压至安全可用的工作压力至关重要。两级调节器分两步进行减压,即使气瓶压力因使用而下降,也能提供高度恒定的输送压力。这确保了稳定的流量,从而产生稳定的火焰,确保焊接质量始终如一。
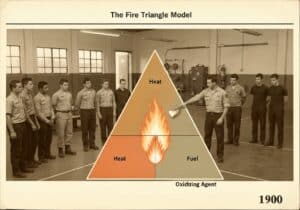
火灾三角模型
火灾三角是一个简单的模型,它描述了大多数火灾发生的三个基本要素:热量、燃料和氧化剂(通常是大气中的氧气)。消除其中任何一个要素,都可以阻止火灾发生或扑灭现有火灾。这是消防安全和预防的基本概念。
速度增量(天体动力学)
速度变化量(Δv),字面意思是“速度变化”,是衡量轨道机动所需冲量的标量。它量化了任务所需的总推进力,与航天器的质量无关。该值对于任务规划至关重要,因为它决定了所需的推进剂装载量。速度变化量是累积的;一次任务的总速度变化量是所有所需机动速度变化量的总和。
齐奥尔科夫斯基火箭方程
该方程描述了遵循火箭基本原理的车辆运动:通过高速排出部分质量来实现自身加速的装置。它将火箭可达成的Δv与有效排气速度及初始/最终质量相关联,表达式为Δv = v_e \ln \frac{m_0}{m_f}。.
氧燃料切割原理
氧燃料切割或火焰切割是通过快速放热氧化过程将黑色金属切断。首先,预热火焰将钢材表面升至点火温度(约 870 °C 或 1600 °F)。然后,高压纯氧喷射到点上,引发化学反应:[latex]3Fe + 2O_2 \rightarrow Fe_3O_4[/latex],形成熔融氧化铁(炉渣)并释放热量。
合金中的原子排列
分离因子(Alpha)
分离因子α(α)可以量化萃取系统对两种不同溶质A和B的选择性,它被定义为这两种溶质各自的分布比[latex]/α_{A,B} = \frac{D_A}{D_B}[/latex]。要使分离有效,α 必须与统一值相差很大。α值越大,意味着分离越容易、越有效。.
对数平均温度差(LMTD)
对数平均温差(LMTD)是换热器中热传递的有效平均温差,尤其适用于逆流和并流布置。它是热流体与冷流体在两端温差的对数平均值。 LMTD计算公式为:\Delta T_{LM} = \frac{\Delta T_A - \Delta T_B}{\ln(\Delta T_A / \Delta T_B)}.
合金钢的回火脆化
回火脆化是指某些合金钢在特定温度范围内(约 375-575 °C)保温或缓慢冷却时,其韧性会降低。这种现象是由于杂质元素(例如磷、锡、锑)偏析至晶界,削弱了晶粒间的结合力,从而导致沿晶断裂。
(如果日期未知或不相关,例如“流体力学”,则提供其显著出现的近似估计)
只有注册会员才能免费获得 100% 的全尺寸图片和下载。.
> 登录 <