客観的:
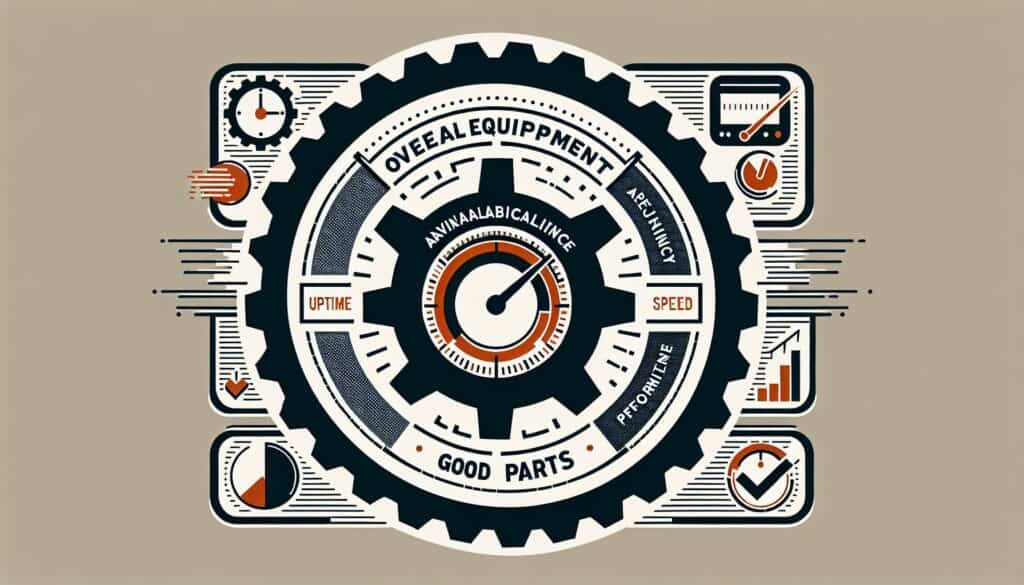
あ 主要業績指標 これは、稼働率(稼働時間)、性能(速度)、品質(良品数)という3つの要素を組み合わせて製造業の生産性を測定するものです。
使用方法:
長所
短所
カテゴリー:
最適な用途:
複数の方法論を読み比べて、 私たちは、
> 包括的な方法論リポジトリ <400以上の他の手法と併せて。
この方法論に関するご意見や追加情報は、 以下のコメント欄 ↓、エンジニアリング関連のアイデアやリンクも同様です。
TCP/IP階層型アーキテクチャ
インターネットプロトコル(IP)
圧縮空気エネルギー貯蔵(CAES)
圧縮空気エネルギー貯蔵(CAES)は、ある時点で発電したエネルギーを貯蔵し、別の時点で利用する方法です。電力会社規模では、空気を圧縮して地下の貯蔵庫(例えば、岩塩坑)に貯蔵します。電力が必要なときは、圧縮された空気をタービンで加熱・膨張させ、発電機を駆動します。
総合品質管理(TQM)
総合品質管理(TQM)とは、組織の全メンバーがプロセス、製品、サービス、そして職場文化の改善に参画する経営理念です。顧客満足を通じて長期的な成功を目指します。TQMは、品質管理を企業の文化と活動に統合し、単なる製品検査にとどまらず、組織全体を包括的に捉えるアプローチへと発展させます。
タクトタイム導入の課題
タクトタイムを効果的に導入するには、非常に安定した生産環境が不可欠です。一般的な課題としては、機械のダウンタイム管理、手直しを避けるための品質の一貫性確保、作業内容の異なる複数の製品を生産するライン(混在生産ライン)のバランス調整などが挙げられます。これらの変動要因に対処しなければ、タクトタイム主導のシステムは脆弱になり、需要に安定して対応できなくなる可能性があります。
プラスチックのレーザー透過溶接
レーザー透過溶接は、レーザー透過性の上部部品からレーザー吸収性の下部部品へレーザー光を照射することで、重なり合った2つの熱可塑性樹脂部品を接合する技術です。吸収されたレーザーエネルギーによって接合面が加熱・溶融し、クランプ圧力によって溶融層が融合します。冷却後、強固でクリーンな溶接部が形成されます。この方法は高精度で非接触式であり、熱応力や微粒子汚染も最小限に抑えられます。
CNCシステムにおける閉ループ制御
高精度CNC工作機械は、精度を確保するために閉ループ制御システムを採用しています。このシステムは、サーボモーターの回転エンコーダや機械軸の直線スケールなどのフィードバック装置を用いて、機械の実際の位置を継続的に監視します。コントローラは、このリアルタイムのフィードバックをプログラムからの指令位置と比較し、誤差を補正するために即座に修正を行います。
B2B意思決定における購買センターモデル
購買センターとは、組織内で購買決定に関わるすべての個人およびグループを表すモデルです。これは固定された単位ではなく、様々な購買において異なる人々が担う役割の集合体です。これらの役割には、発案者、利用者、影響力者、決定者、承認者、購買担当者、ゲートキーパーなどが含まれ、それぞれが特定の機能と権限を通じて最終決定に影響を与えます。
伝送制御プロトコル(TCP)
EMC適合性に関するFCCマーク
Xのための設計(DFX)
「X」が特定の製品ライフサイクル目標を表す設計手法。DFXは、製造性(DFM)、組立性(DFA)、信頼性(DFR)、持続可能性(DfS)など、特定の目標に向けて製品設計を最適化するためのガイドラインと技術の集合体です。この積極的なアプローチにより、設計段階の早い段階で潜在的な問題に対処し、コスト削減と品質向上を実現します。
CADデータ交換:IGESとSTEP
異なるCADシステム間でデータを共有できないという問題を解決するため、中立的なファイル形式が開発されました。1970年代後半に開発された初期グラフィックス交換仕様(IGES)は、その初期の試みの一つです。その後、より堅牢で包括的なSTEP(製品モデルデータ交換規格、ISO 10303)に取って代わられ、完全な3Dモデル、アセンブリ構造、メタデータを表現できるようになりました。
生きた機械
ジョン・トッド博士が開発した、特許取得済みの生態系を利用した廃水処理および水再生システム。タンクや温室などの制御された環境下で、細菌、藻類、植物、カタツムリ、魚類など、多様な生態系を利用して水を浄化する。このシステムは、湿地やその他の水生生態系における自然の浄化プロセスを模倣しているが、より高度で人工的な環境下で実現している。
フェーズドアレイ超音波探傷試験(PAUT)
フェーズドアレイ超音波探傷法(PAUT)は、複数の素子からなるトランスデューサを使用し、各素子はコンピュータで計算された正確な時間遅延で独立してパルス発振されます。この位相制御により、プローブを物理的に動かすことなく、超音波ビームを電子的に操縦、集束、走査することができます。これにより、特に複雑な形状の欠陥を迅速かつ詳細に画像化することが可能になり、従来の単一素子技術を凌駕します。
ユーザーデータグラムプロトコル(UDP)
ユーザーデータグラムプロトコル(UDP)は、最小限のコネクションレス型トランスポート層プロトコルです。TCPのような信頼性、順序付け、フロー制御メカニズムを持たず、シンプルなデータグラムサービスを提供します。主な利点は、オーバーヘッドとレイテンシが低いことであり、DNSルックアップ、オンラインゲーム、ライブビデオストリーミングなど、完全な信頼性よりも速度が重要な時間制約のあるアプリケーションに適しています。
(日付が不明または関連性がない場合、例えば「流体力学」などでは、その注目すべき出現時期の概算値が提示されます。)
フルサイズの画像とダウンロードは、登録会員のみが100%無料で利用できます。
> ログイン <