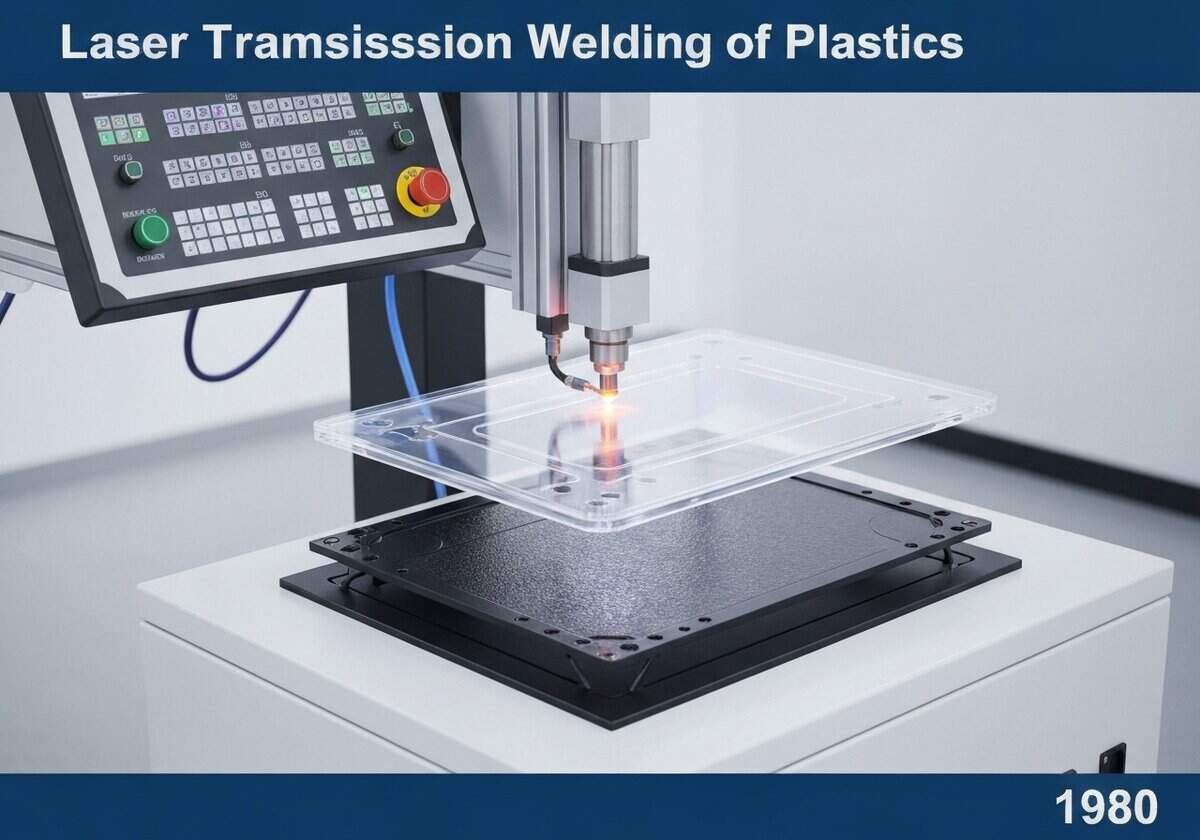
激光传输焊接 热塑 将激光束穿过可透射激光的上半部分,再射入可吸收激光的下半部分。吸收的激光能量加热并熔化界面。夹紧压力使熔化层熔合,冷却后形成牢固、干净的焊缝。这种方法精确、非接触,产生的热量极低。 强调 或微粒污染。










迎接新挑战
机械工程师、项目、工艺工程师或研发经理
可在短时间内接受新的挑战。
通过 LinkedIn 联系我
塑料金属电子集成、成本设计、GMP、人体工程学、中高容量设备和耗材、精益制造、受监管行业、CE 和 FDA、CAD、Solidworks、精益西格玛黑带、医疗 ISO 13485
(如果日期不详或不相关,例如 "流体力学",则对其显著出现的时间作了四舍五入的估计)。
{{标题}}
{%,如果摘录 %}{{ 摘录 | truncatewords:55 }}
{% endif %}