目标
通过在启动和运行过程中监控工艺设置,使用比控制图更宽的区域,防止生产不合格产品。
如何使用
优点
缺点
类别
最适合:
阅读和比较几种方法、 我们建议
> 广泛的方法论资料库 <以及其他 400 多种方法。
欢迎您就此方法发表评论或提供更多信息,请登录 下面的评论区 ↓ ,因此任何与工程相关的想法或链接都是如此。
TCP/IP分层架构
互联网协议(IP)
压缩空气储能(CAES)
压缩空气储能 (CAES) 是一种将某一时刻产生的能量储存起来以供下次使用的方法。在公用事业规模上,能量的储存方式是压缩空气并将其储存在地下储层(例如盐穴)中。当需要电力时,压缩空气在涡轮机中被加热并膨胀,从而驱动发电机。
全面质量管理(TQM)
全面质量管理 (TQM) 是一种管理理念,组织的所有成员都参与改进流程、产品、服务和工作文化。它旨在通过客户满意度实现长期成功。TQM 将质量纪律融入公司的文化和活动中,超越简单的产品检验,成为一种覆盖整个组织的整体方法。
节拍时间实施挑战
成功实施节拍时间需要高度稳定的生产环境。常见的挑战包括:管理机器停机时间、确保质量稳定以避免返工,以及平衡生产多种不同工作内容产品的生产线(混合模式生产线)。如果不解决这些波动因素,节拍驱动的系统可能会变得脆弱,无法持续满足需求。
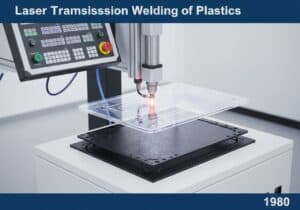
塑料的激光透射焊接
激光透射焊接将激光束穿过可透射激光的上部部件,到达可吸收激光的下部部件,从而将两个重叠的热塑性部件连接在一起。被吸收的激光能量加热并熔化界面。夹紧压力使熔层熔合,冷却后形成牢固、清洁的焊缝。该方法精确、非接触,且产生的热应力和颗粒污染极小。
CNC 系统中的闭环控制
高精度数控机床采用闭环控制系统来确保精度。该系统使用反馈装置(例如伺服电机上的旋转编码器或机床轴上的线性刻度尺)持续监控机床的实际位置。控制器将实时反馈与程序指令位置进行比较,并立即进行校正,以补偿误差。
B2B 决策中的购买中心模式
采购中心是一个模型,代表组织内参与采购决策的所有个人和团体。它不是一个固定的单元,而是不同的人在不同的采购中承担的一系列角色。这些角色包括发起者、使用者、影响者、决定者、批准者、购买者和把关人,每个角色都通过其特定的职能和权限对最终决策产生影响。
传输控制协议(TCP)
FCC EMC兼容性标志
X 设计 (DFX)
一种设计方法,其中“X”代表特定的产品生命周期目标。DFX 包含一系列指南和技术,旨在针对特定目标(例如可制造性 (DFM)、装配性 (DFA)、可靠性 (DFR) 或可持续性 (DfS))优化产品设计。这种主动方法可在设计阶段早期解决潜在问题,从而降低成本并提高质量。
CAD 数据交换:IGES 和 STEP
为了解决不同 CAD 系统之间无法共享数据的问题,人们创建了中性文件格式。20 世纪 70 年代末开发的初始图形交换规范 (IGES) 就是一次早期尝试。后来,它被更强大、更全面的 STEP(产品模型数据交换标准,ISO 10303)所取代,后者可以表示完整的 3D 模型、装配结构和元数据。
生活机器
约翰·托德博士研发的专利生态废水处理和水资源回收系统。该系统利用一系列多样化的生态系统,包括细菌、藻类、植物、蜗牛和鱼类,在水箱或温室等受控环境中净化水质。该系统模拟了湿地和其他水生生态系统的自然净化过程,但采用了强化的人工环境。
相控阵超声检测(PAUT)
相控阵超声检测 (PAUT) 采用多晶振换能器,每个晶振均独立发射脉冲,并具有由计算机精确计算的时间延迟。通过控制相位,产生的超声波束可以进行电子操控、聚焦和扫描,而无需物理移动探头。这可以快速、详细地成像缺陷,尤其是在复杂几何形状中,其性能远超传统的单晶振技术。
用户数据报协议(UDP)
(如果日期未知或不相关,例如“流体力学”,则提供其显著出现的近似估计)
只有注册会员才能免费获得 100% 的全尺寸图片和下载。.
> 登录 <