监控过程变量的长期变化,区分共同原因(固有)变异和特殊原因(可分配)变异,并确定过程是否处于统计控制状态。
- 方法: 客户与营销, 构思, 产品设计
控制图

控制图
- 持续改进, 控制图, 纠正措施, 加工能力, 流程改进, 质量控制, 质量管理, 统计过程控制 (SPC)
目标
如何使用
- 代表过程特性的数据点按时间顺序绘制。图表包括中心线(平均值)、控制上限 (UCL) 和控制下限 (LCL)。超出限值或显示非随机模式的点表示特殊原因造成的变化。
优点
- 为监测过程稳定性和能力提供可视化工具;帮助确定何时需要采取纠正措施(特殊原因),何时不需要采取纠正措施(常见原因);可预测未来 工艺性能 如果稳定。
缺点
- 需要了解统计原理;如果没有经过适当培训,可能会误用或误解;不能单独找出特殊变异的根本原因;对于某些流程,数据收集可能很耗时。
类别
- 精益西格玛, 制造业, 质量
最适合:
- 监测和控制流程,确保流程稳定、可预测,并在预期范围内运行。
控制图广泛应用于制造、医疗保健和服务等行业,尤其是在生产或操作流程的质量控制阶段。例如,在制造环境中,控制图可以用来监控正在生产的零件的尺寸,确保其保持在规定的公差范围内,以便在测量点偏离既定范围时及时进行干预。在医疗保健领域,控制图可以跟踪急诊科病人的等待时间,确保服务水平保持在可接受的范围内。参与控制图实施的人员通常包括质量控制工程师、流程经理和数据分析师,他们共同合作设定相关参数、促进培训并解释由此产生的数据。如果应用得当,这种方法就不仅仅局限于检测问题;它还可以通过分析一段时间内的趋势来加强预测性维护策略,从而在变化影响质量之前进行主动调整。让从一线工人到管理层的每个人都参与到控制图数据的解释和行动中来,可以在企业内部培养一种持续改进的文化,最终影响整体绩效和客户满意度。
该方法的关键步骤
- 计算过程平均值,并根据数据变化确定控制限值。
- 在控制图上按时间顺序绘制数据点。
- 在图表上画出中心线(平均值)、控制上限 (UCL) 和控制下限 (LCL)。
- 根据控制限分析绘制的点,以确定趋势和模式。
- 确定并调查控制范围之外的任何点,查找特殊原因。
- 根据对各点的分析,确定是否有必要采取纠正措施。
- 定期审查流程,以确保持续的稳定性和控制。
专业提示
- 在工艺条件发生变化或获得更多数据时,定期检查并重新校准控制限值,以确保准确性。
- 采用自动监控系统,即时提醒团队注意偏差,缩短响应时间,减少人工监督。
- 在数据收集过程中利用分组技术,提高检测灵敏度,以发现在单个读数中可能不明显的变化和趋势。
历史背景
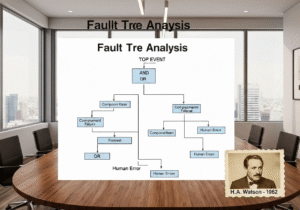



1962
1970
1972
1980
1980
1986
1986
1960
1963
1970
1980
1980
1980
1986
1987





(如果日期不详或不相关,例如 "流体力学",则对其显著出现的时间作了四舍五入的估计)。
相关文章
肌肉骨骼不适调查表
多变量测试(MVT)
多元回归分析
动作捕捉系统
MoSCoW 方法
情绪中值测试