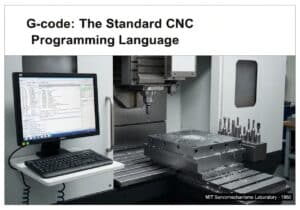
The interpolator is the mathematical heart of a CNC controller. Without it, a machine could only move from one absolute point to another in a disjointed, ‘point-to-point’ fashion. The interpolator enables ‘contouring’, or continuous path control, which is essential for all modern machining. When the controller reads a G-code block like ‘G01 X10 Y20’, it knows the current position (e.g., X0 Y0) and the target position. The interpolator’s job is to break down this single vector into a series of very small, discrete step commands for each axis motor (e.g., X and Y). It calculates the required velocity for each axis so that they start and stop simultaneously, resulting in a perfectly straight line between the two points. The algorithm used is often a variation of a Digital Differential Analyzer (DDA) or Bresenham’s line algorithm.
円弧補間 (G02/G03) の場合、計算はより複雑になります。G コードでは、開始点 (現在の位置)、終了点、円の中心 (または半径) が提供されます。補間器は、指定された円弧上にある一連の中間点を計算する必要があります。これは、円の方程式を段階的に解くことによって行われ、正しい接線速度と半径方向距離を維持する X 軸と Y 軸の協調速度コマンドが生成されます。高度な CNC コントローラは、ヘリカル (円運動と第 3 軸の直線運動を組み合わせる)、スプライン、または NURBS (非一様有理 B スプライン) 補間などの高次補間機能を備えています。NURBS 補間は、単一の数式で定義された複雑な自由曲面を機械が追従できるため、特に強力です。これにより、多数の小さな直線セグメントで曲線を近似する場合よりも、より滑らかな動きと優れた表面仕上げが得られます。