溶融堆積モデリング(FDM)、または溶融フィラメント製造(FFF)とも呼ばれるこの材料押出技術は、溶融材料をあらかじめ決められた経路に沿って層ごとに選択的に堆積させることで物体を造形する。 熱可塑性樹脂 フィラメントはコイルから巻き出され、加熱された押出ノズルを通して送り込まれる。ノズルはフィラメントを溶かし、造形プラットフォーム上に堆積させる。そこでフィラメントは冷却・固化し、下の層と融合する。


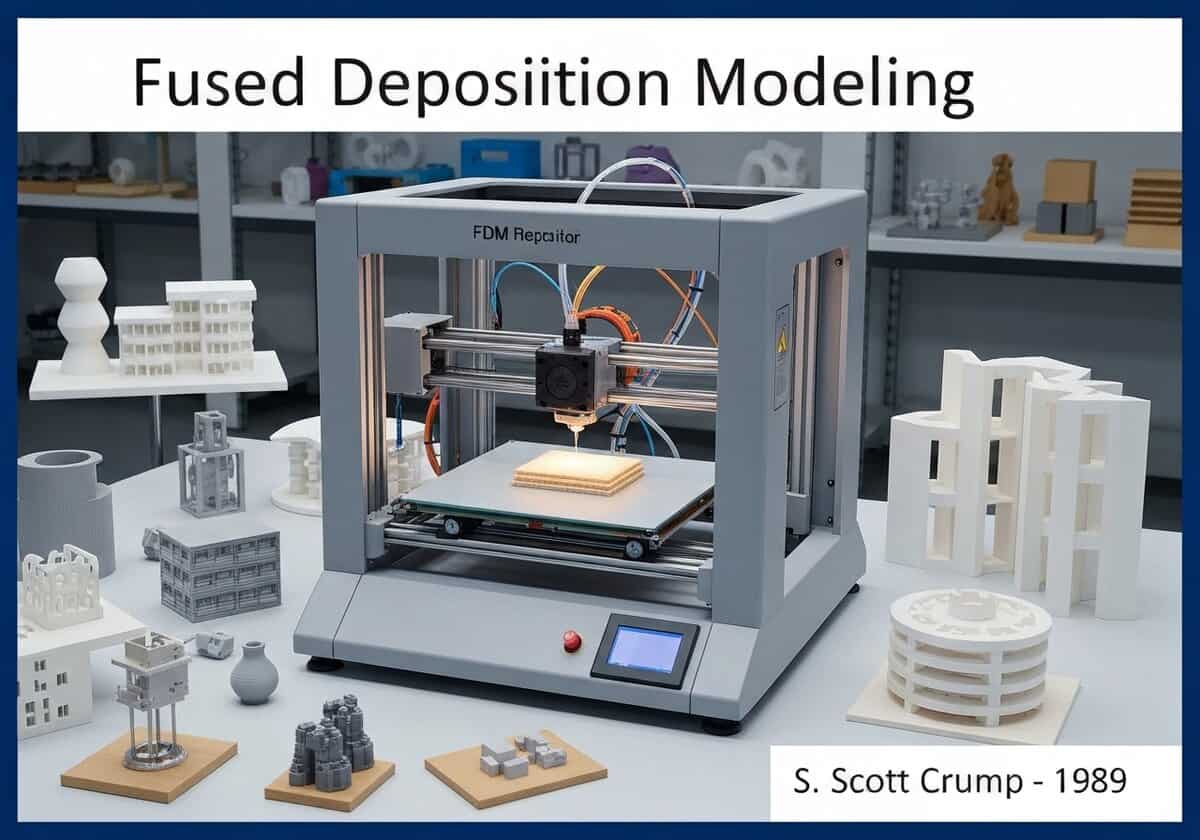
溶融堆積モデリング(FDM)
(日付が不明または関連性がない場合、例えば「流体力学」などでは、その注目すべき出現時期の概算値が提示されます。)